
Page 31 - CSC_issue4_2017_eMag.pdf
P. 31
技术 | Technology – GaAs 和 GaN 组件
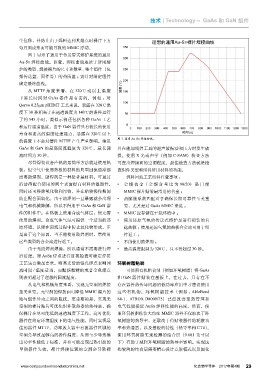
生位移,并防止由于焊料达到其熔点时裸片下方 理想的通用Au-Sn裸片焊接曲线
弯月面成形而可能导致的 MMIC 浮动。
图 1 显示了适用于传送带式熔炉系统的通用
Au-Sn 焊接曲线。注意,焊接曲线取决于所用熔
炉的类型、焊接裸片的尺寸和数量、整个组件(包
括传送盘、固件等)的热质量 ;需针对给定组件
确定最终曲线。
从 MTTF 角度来看,在 320℃或以上温度 温度 (℃)
下延长时间对 GaAs 器件是有害的。例如 : 对
Qorvo 0.25μm pHEMT 工艺来说,暴露在 320℃温
度下 30 秒相当于在通道温度为 140℃的条件运行
了约 545 小时,类似示例还包括各种 GaAs 工艺
和运行通道温度。由于 GaN 器件具有较长的使用
寿命和更高的温度处理能力,暴露在 320℃以上 时间 (s)
图 1. 通用 Au-Sn 焊接曲线。
的温度下不会对器件 MTTF 产生严重影响。建议
GaAs 和 GaN 的最高回流温度为 320℃,最长回 片在施加线焊工具的超声波振动和压力时发生破
流时间为 30 秒。 损。使用 X 光或声学(例如 C-SAM)检查方法
尽管焊接设备产热的最简单方法就是使用热 可查出焊接面的空洞程度。最佳检查方法就是检
板,但空气中使用热板的材料的典型回流通常都 查组件类型和组件所用材料的功能。
需要助焊剂。助焊剂是一种松香基材料,可通过 焊料回流工艺组件注意事项 :
清洁待配合使用的两个表面提高材料的湿润性, • 金锡合金(金锡含量比为 80/20)是目前
同时还可移除氧化物和污物,并在贴装操作期间 MMIC 裸片贴装最常用的合金 ;
防止配合面氧化。由于助焊剂一旦暴露就会出现 • 热膨胀系数匹配对于确保长期可靠性至关重
电气和机械降解,所以不得用于 GaAs 和 GaN 器 要,尤其是对 GaAs MMIC 来说 ;
件的组件中。在热板上使用合成气体层,便无需 • MMIC 应存储在干氮环境中 ;
使用助焊剂。合成气体气氛可提供一个适当的还 • 使用还原气氛的传送式熔炉是进行初装的首
原环境,以便在回流过程中防止氧化物形成。正 选热源 ;使用还原气氛的热板合金站可用于组
是出于这个原因,当不能使用助焊剂时,常使用 件返工 ;
这些类型的合金站进行返工。 • 不得使用助焊剂 ;
由于无助焊剂焊接,所以通常不需要进行焊 • 最高温度限制为 320℃,且不得超过 30 秒。
后清理。对 AuSn 焊点进行目视检查可确定焊接
工艺是否满足要求。明亮光滑的银色焊点表明回 环氧树脂贴装
流时间 / 温度适当,而黯淡粗糙的或者金色焊点 可使用有机粘合剂(例如环氧树脂)将 GaAs
则表明超过了理想的回流温度。 和 GaN 器件贴装在基板上。在过去,只有在不
从电气和机械角度来看,实现无空洞的焊接 存在器件热传导问题的低功率应用中才建议使用
至关重要。无空洞的焊接面可降低 MMIC 裸片的 这些有机物。环氧树脂技术(例如 :AbleBond
地与组件外壳之间的阻抗。更重要的是,实现无 84-1、ATROX D800HT5)已经改善至热管理和
空洞的裸片贴片可优化组件散热器的热导率,确 电气性能接近 AuSn 焊料性能的高度。然而,使
保裸片在尽可能低的通道温度下工作。这可优化 用环氧树脂贴装大功率 MMIC 器件不仅取决于环
器件在给定环境温度下的电气性能,同时实现最 氧树脂的热导率,还取决于待贴装器件的耗散功
佳的器件 MTTF。功率放大器中有源器件区域的 率和热通量,以及基板的特性(热导率和 CTE)。
空洞会导致足够高的操作温度,从而至少导致输 使用环氧树脂实现较薄的结合层(0.001 英寸以
出功率性能低于标准,并有可能出现过热引起的 下)有助于减轻环氧树脂的热导率影响。实现这
早期器件失效。裸片焊接位置的空洞会导致裸 些较薄的结合层需要精心设计点胶模式以及固化
www.compoundsemiconductorchina.net 化合物半导体 2017年第4期 29